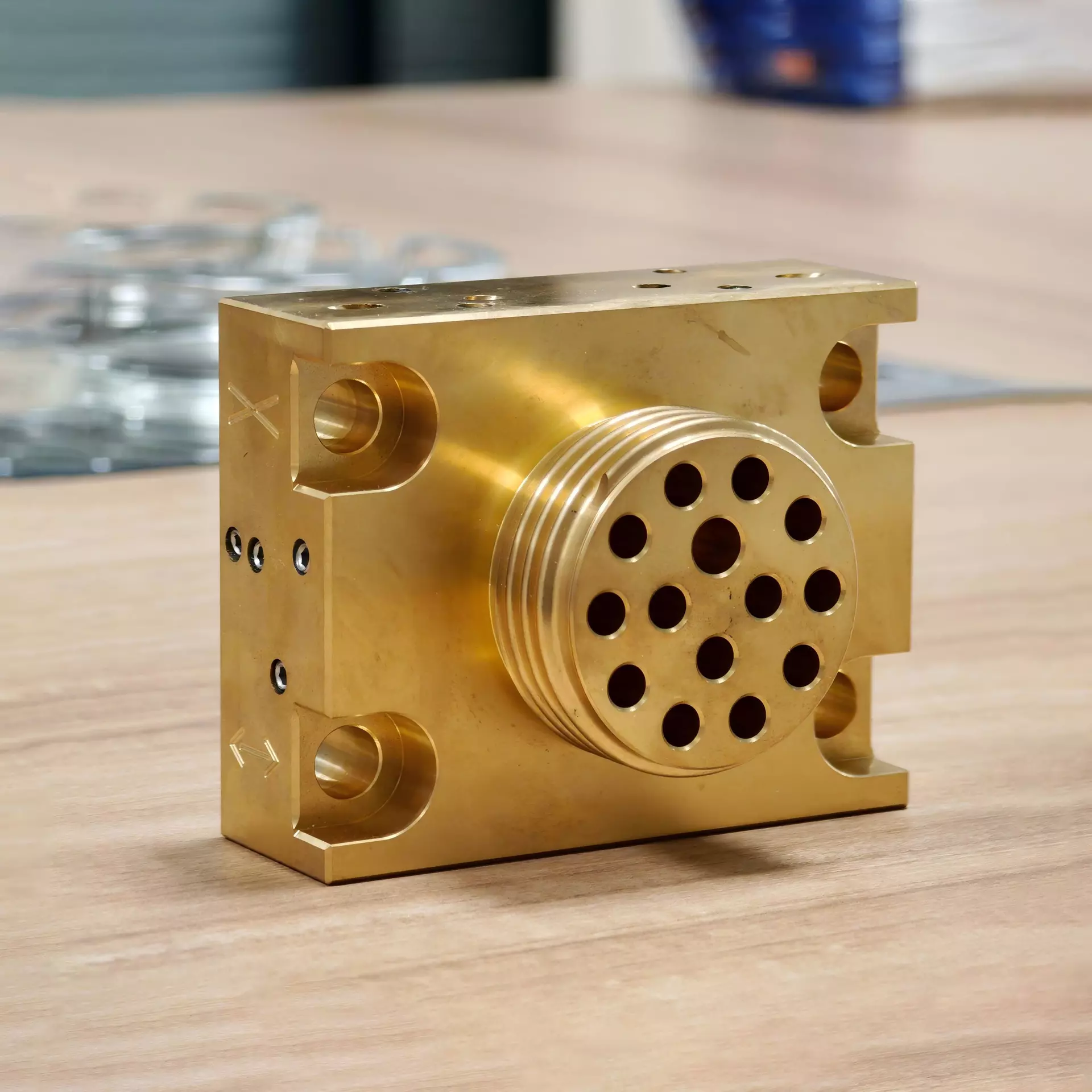

Prelucrare CNC de precizie personalizată din oțel inoxidabil / Piese din alamă pentru supape de control hidraulic
Produse
Cele mai recente știri
Calitatea provine din măiestria riguroasă
Supapa de control hidraulic, ca „inima” sistemului hidraulic, performanța sa determină în mod direct precizia operațională și stabilitatea mașinilor de construcții, echipamentelor de automatizare industrială și a altor dispozitive. Bazându-ne pe avantajul global al clusterului de producție mecanică de precizie din Dongguan și urmând standardele internaționale de producție de top, am stabilit un proces complet și unnivel ridicat.-sistem de producție de precizie de la selecția materiilor prime până la livrarea produsului, asigurând că fiecare supapă de control hidraulic poate funcționa stabil și fiabil în condiții extreme.
Achizitie materii prime si pre-tratament: construirea unei baze solide pentru calitate
1. Criterii stricte de selecție a materialelor Potrivim exact materiile prime în funcție de scenariile de aplicare și cerințele de performanță ale supapei de control hidraulic: Selectați materiale din oțel inoxidabil 430F sau fontă ductilă pentru a vă asigura că corpul supapei are rezistență ridicată și densitate ridicată, capabil să reziste la presiuni de peste 700 bar.
Miezul supapei și manșonul supapei: Utilizați oțel inoxidabil, oțel aliat etc. pentru uzură-rezistent si la coroziune-materiale rezistente pentru a se asigura că miezul supapei se poate mișca flexibil în orificiul corpului supapei pentru o lungă perioadă de timp, cu jocul strict controlat în 0,005 - 0,035 mm. Componente de etanșare: Utilizați importate ridicate-cauciuc de performanță și materiale compozite, capabile să se adapteze la intervale extreme de temperatură de -50℃ până la +100℃, asigurând zero-performanța de etanșare a scurgerilor.
2. Amenda pre-tratament Evaluarea furnizorilor și inspecția depozitării: Stabiliți un sistem global de evaluare a furnizorilor și cooperaținumai cu-furnizori de calitate care îndeplinesc certificarea ISO9001. După sosirea fiecărui lot de materii prime, sunt folosite mai multe mijloace, cum ar fi analiza spectroscopică, testarea durității și inspecția metalografică, pentru a se asigura că compoziția și performanța materialului îndeplinesc standardele internaționale.
3. Tratamentul îmbătrânirii și detectarea defectelor: Pentru semifabricate din fontă și oțel, tratamentul de îmbătrânire este efectuat înainte de prelucrare pentru a elimina stresul intern și a preveni deformarea ulterioară a procesării. În același timp, tehnologiile de detectare a defectelor cu ultrasunete și de detectare a defectelor de particule magnetice sunt utilizate pentru a detecta cu precizie defectele interne ale materialului și pentru a preveni curgerea materiilor primenecorespunzătoare în linia de producție.
Tehnologie de prelucrare precisă: Micrometru-control de precizie anivelului
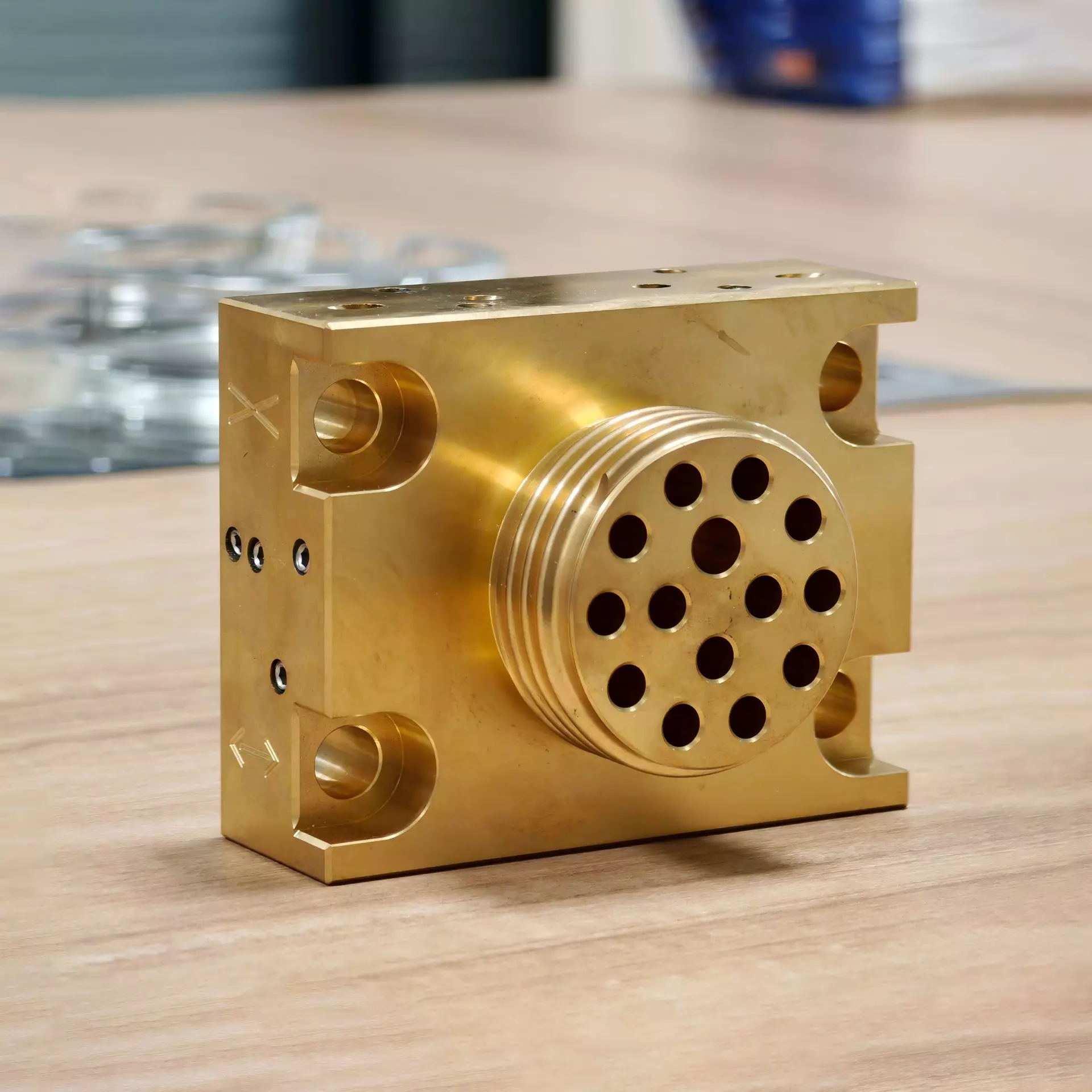
1. Prelucrarea corpului supapei: Rigiditate ridicată și garanție de performanță de etanșare Ia electro-Corpul supapei direcționale hidraulice, de exemplu, folosim un centru de prelucrare orizontal pentru procesare complet automatizată, iar fluxul procesului este următorul:
-Frezare grosieră și alezarea fină: frezați aproximativ diferitele planuri ale corpului supapei, lăsând un 0,2 - alocație de prelucrare de 0,4 mm; apoi găuriți fin orificiul principal pentru a vă asigura că toleranța diametrului găurii este controlată înnivelul IT7 și rugozitatea suprafeței Ra ≤ 0,8μm.
-Procesare groove: Folosiți un cinci-centru de prelucrare pe axă pentru a finaliza găurirea și frezarea canalelor complexe de curgere din interiorul corpului supapei, controlând strict poziția și eroarea de coaxialitate a găurilor la ≤ 0,01 mm, reducând astfel pierderea rezistenței la curgerea fluidului.
-Slefuire și lustruire: Efectuați un tratament de șlefuire pe gaura principală pentru a obține o rugozitate a suprafeței de Ra ≤ 0,2μm, asigurând precizia de împerechere a miezului supapei și a corpului supapei și reducând riscul de scurgere internă.
2. Prelucrare miez de supapă și manșon de supapă: ridicat-Piesele de împerechere de precizie fabrică miezul supapei și manșonul supapei ca componente funcționale de bază ale supapei de control hidraulic. Precizia procesării afectează direct viteza de răspuns și acuratețea controlului supapei:
-Strunjire de precizie: Folosiți un strung CNC pentru a efectua mai multe-procesul de pornire a miezului supapei, cu toleranța diametrului exterior controlată cu 0,002 mm și eroarea cilindrică ≤ 0,001 mm.
-Slefuire și lustruire: Ating high-șlefuirea de precizie a suprafeței miezului supapei printr-o mașină de șlefuit cilindric extern, cu rugozitatea suprafeței Ra ≤ 0,1μm; suprafețele cheie de împerechere adoptă tehnologia de lustruire manuală pentru a îmbunătăți în continuarenetezimea suprafeței și precizia de împerechere.
-Prelucrarea manșonului supapei: orificiul interior al manșonului supapei este prelucrat folosind tehnici de găurire și șlefuire adânci pentru a asigura un spațiu de împerechere uniform și stabil între orificiul interior și miezul supapei, cu toleranța de joc controlată în 0,005 mm.
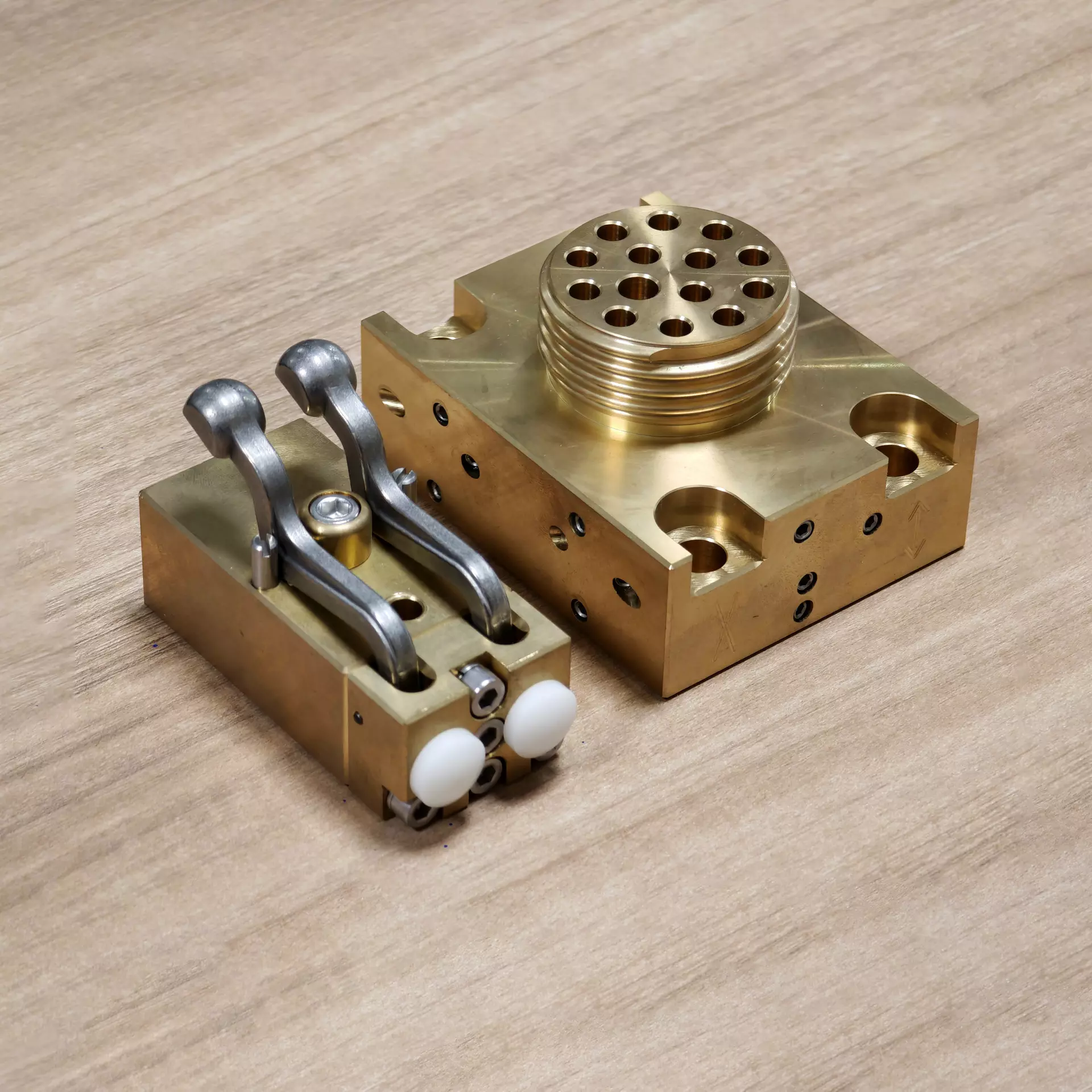
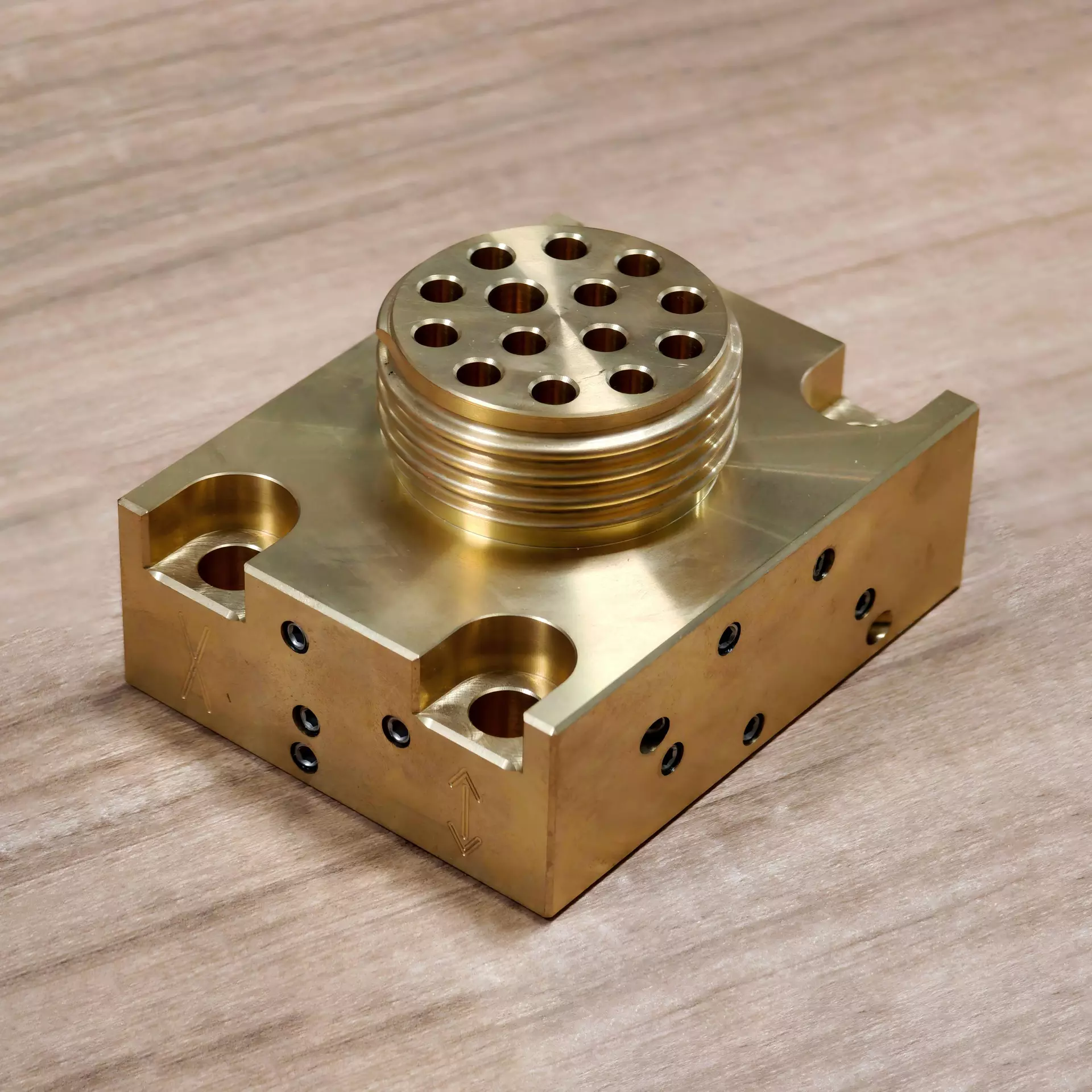
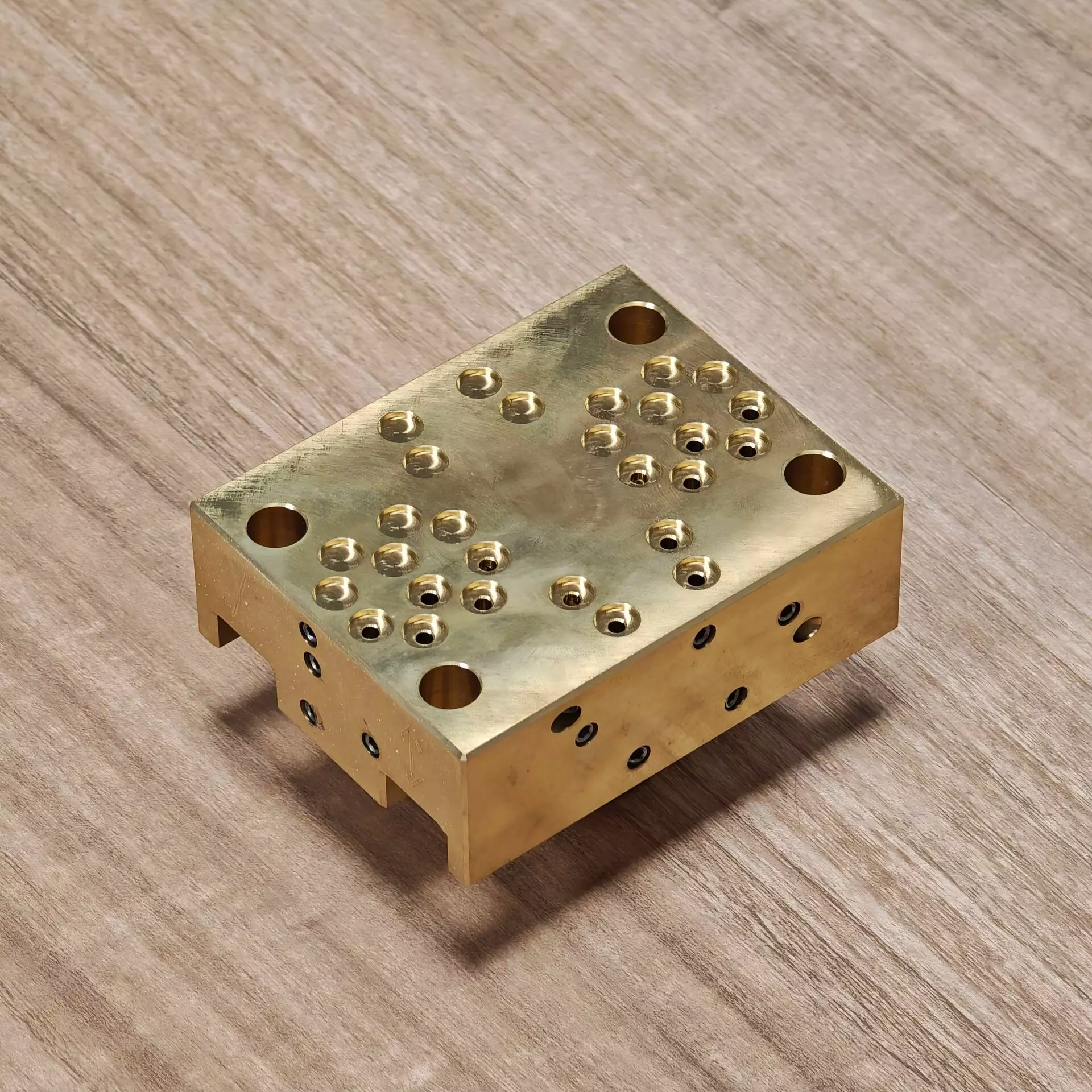
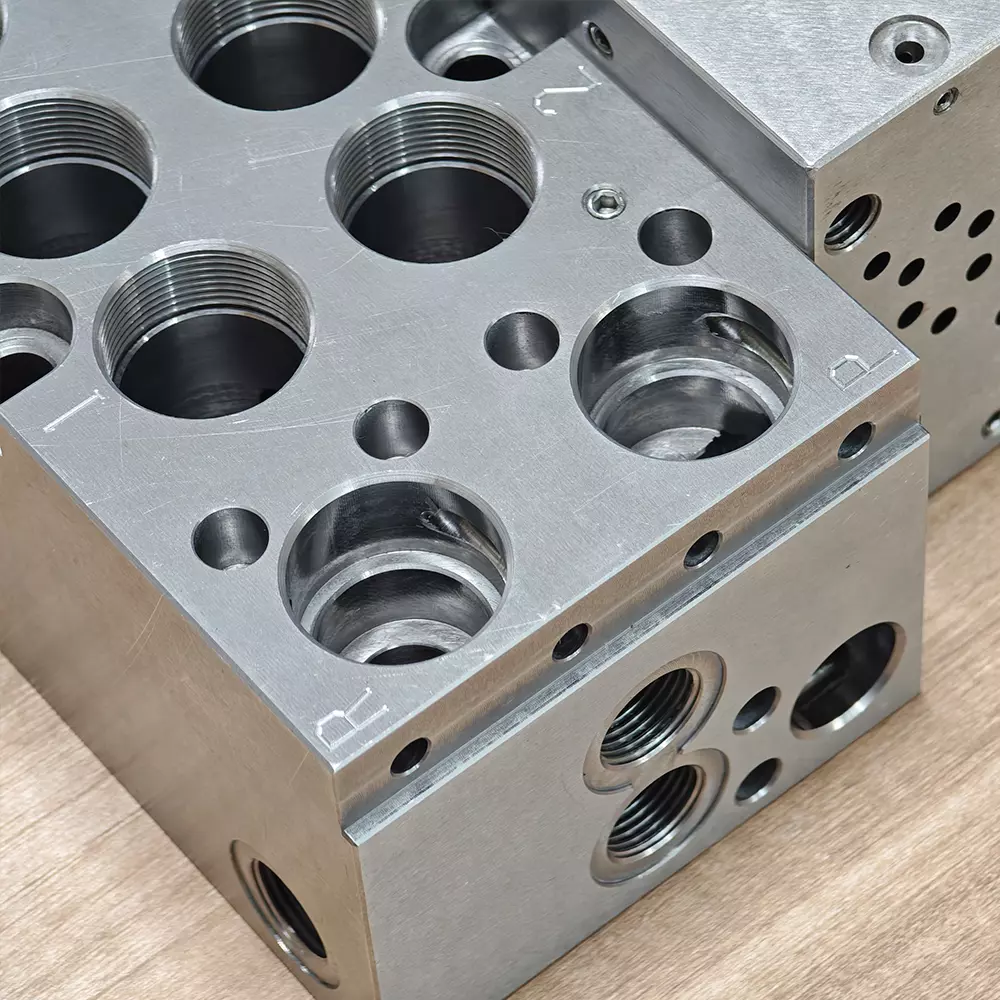
3. Prelucrare bloc de supape: Miez de integrare modulară
Pentru grupurile de supape de control hidraulice modulare, adoptăm tehnici standardizate de procesare a blocurilor de supape:
-Șase-șlefuire fină laterală: printr-o mașină de șlefuit CNC, efectuați șlefuire fină pe cele șase suprafețe ale blocului de supape pentru a asigura paralelismul suprafețelor adiacente ≤ 0,03 mm și perpendicularitatea suprafețelor adiacente ≤ 0,05 mm.
-Prelucrarea canelurilor: Utilizați un centru de găurire și filetare CNC pentru a finaliza prelucrarea găurilor filetate, a dopului-în orificiile supapelor etc. de pe blocul de supape. Precizia filetului atinge gradul 6H, iar eroarea de poziție a găurilor este ≤ 0,02 mm.
-Debavurare și curățare: Utilizați o combinație de înaltă-jet de apă sub presiune și curățare cu ultrasunete pentru a îndepărta temeinic bavurile și impuritățile din canalele de curgere din interiorul blocului de supape, asigurând curățenia sistemului hidraulic pentru a îndeplini standardul NAS 8.


Tratarea suprafeței și protecția: extinderea duratei de viață a produsului
Pentru a spori rezistența la coroziune și rezistența la uzură a supapei de control hidraulic, folosim mai multe procese de tratare a suprafeței:
-Corpul supapei: Se efectuează tratament cu fosfatare și pulverizare electrostatică, cu grosimea acoperirii suprafeței atingând ≥ 60 μm. Aceasta poate rezista acidului-medii de bază și radiații ultraviolete.
-Miezul supapei și manșonul supapei: se aplică un tratament galvanic cu crom dur saunitrurare, cu duritatea suprafeței atingând HV800 sau mai mult, crescând rezistența la uzură cu 3 - de 5 ori.
-Bloc de supape: Canalele interne de curgere sunt supuse unui tratament de spălare cu acid și fosfatare, în timp ce suprafața exterioară este tratată cu galvanizare sau placare cunichel pentru a preveni eficient rugina și coroziunea.
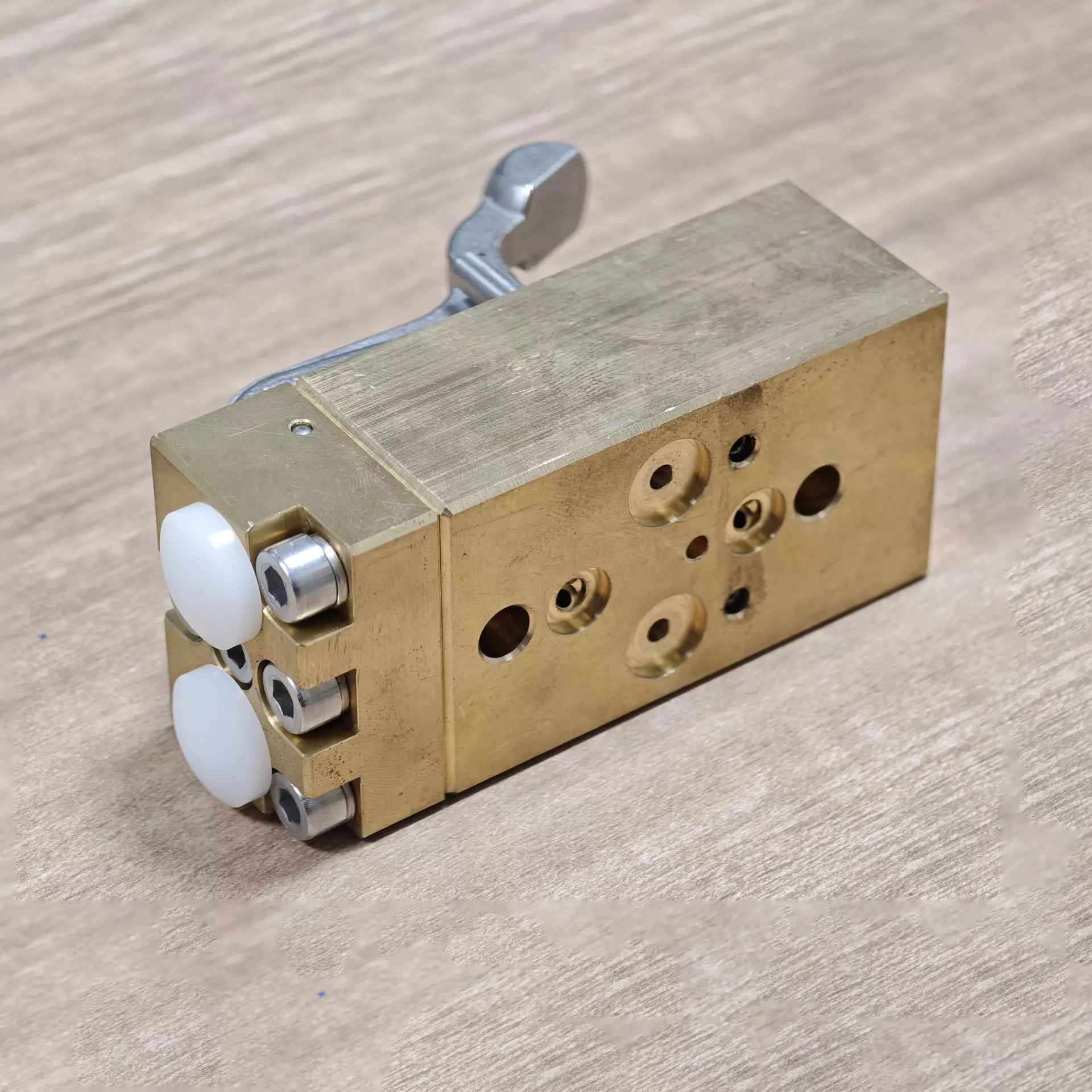
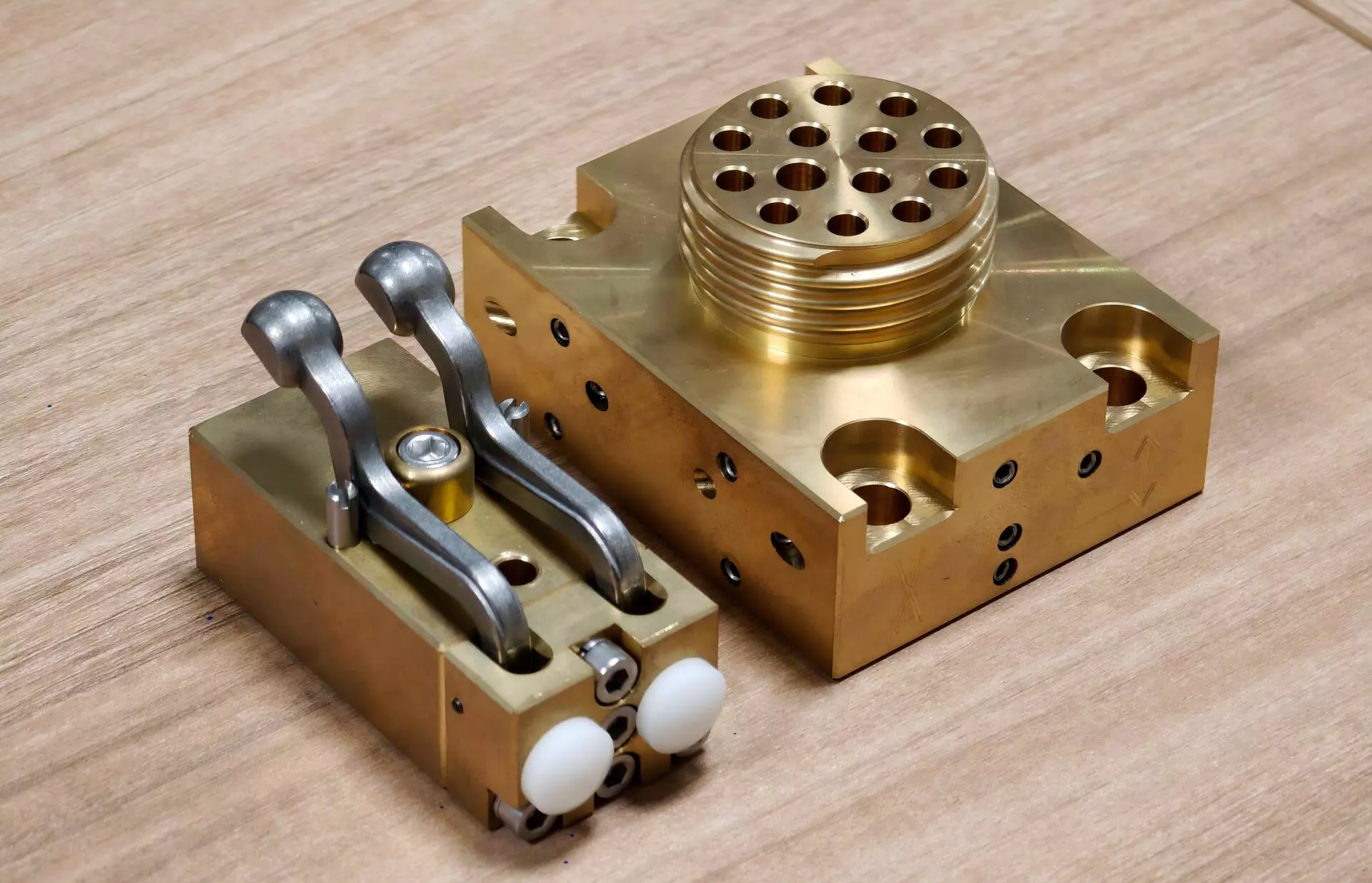
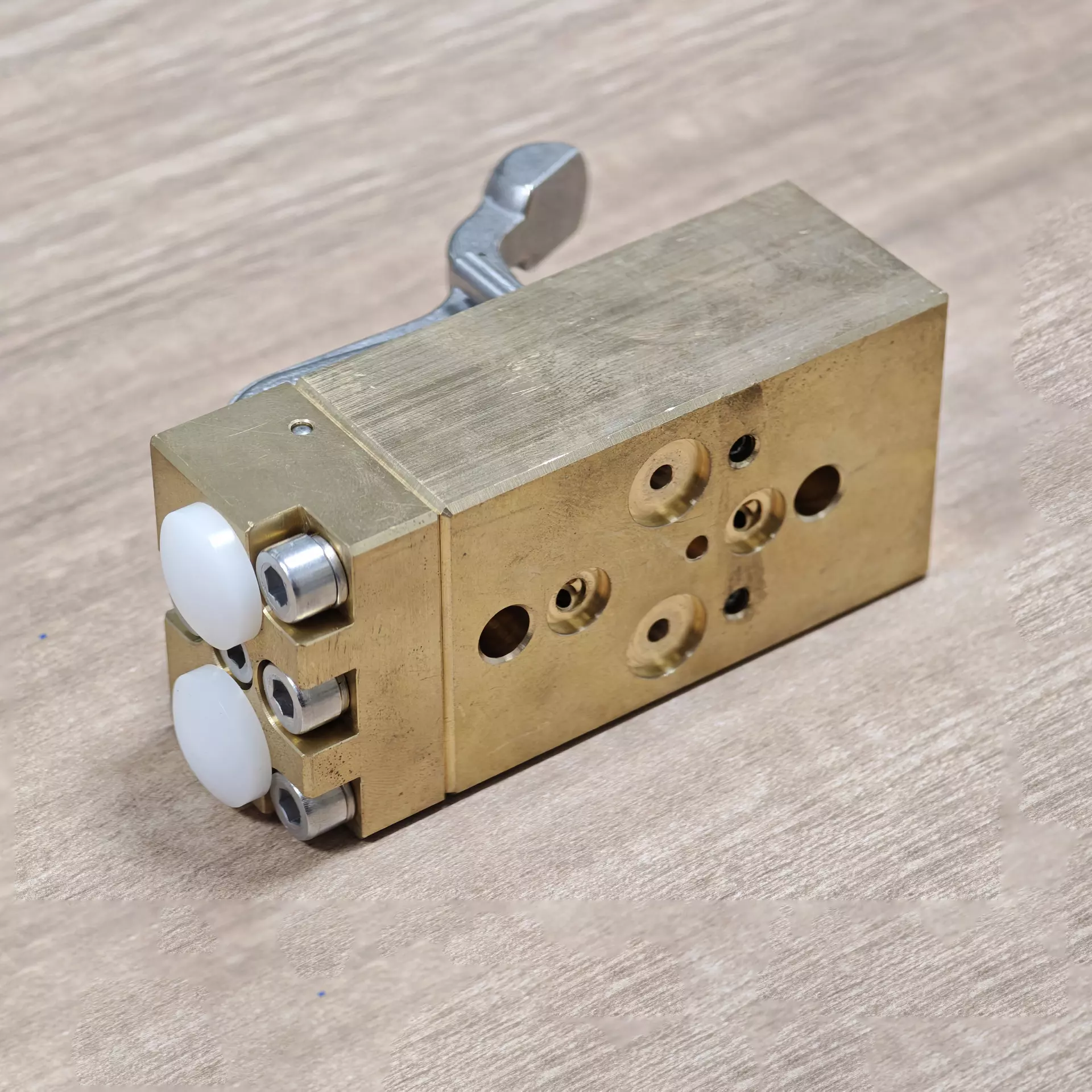
Asamblare și testare: dublă asigurare a performanței și a fiabilității
1. Asamblare în atelier curat: Asamblarea se realizează într-o cameră curată cu unnivel de curățenie de 10.000. Tehnicienii profesioniști folosesc dispozitive speciale pentru a asambla supapa de control hidraulic:
-Curățarea componentelor: Toate componentele ansamblului sunt curățate de trei ori într-o mașină de curățare cu ultrasunete pentru a se asigura cănu există impurități pe suprafață.
-Asamblare precisă: Asamblarea este efectuată în conformitate cu standardul internațional ISO 4401. Distanța de cuplare dintre miezul supapei și corpul supapei este de 100% inspectat folosind un calibre pentru a se asigura că precizia asamblarii îndeplinește cerințele de proiectare.
-Detectarea etanșării: Suprafața de etanșare a corpului supapei este testată folosind un detector de scurgeri cu spectrometrie de masă cu heliu, cu rata de scurgere controlată sub 1×10^-7 Pa·m³/s.
2. Testarea completă a performanței: După ce fiecare supapă de control hidraulic este asamblată, aceasta este supusă unor teste stricte de performanță:
-Test de presiune: Sub 1,5 ori presiuneanominală, se efectuează un test de menținere a presiunii timp de 30 de minute fără scurgeri sau deformare.
1、Clienții furnizează desene sau mostre
Clienții oferă desene (format: CAD.PDF.STP) sau mostre. Următoarele informații de pe hartă sunt clare și clare: volumul de procesare, materialul, precizia și toleranța, tratamentul suprafeței și cerințele speciale. Vă rugăm să trimiteți desenele la căsuța poștală.
2、Evaluează oferta
După ce serviciul pentru clienți primește desenele și mostrele, acestea le trimit departamentului tehnic pentru evaluare serioasă. Dacă există întrebări, ei vor comunica cât mai curând posibil și vor aștepta răspunsul și feedback-ulnostru cu privire la informațiile despre ofertă.
3、Ora cotației
Timp de cotație: în 24 de ore, cu excepția unor circumstanțe speciale, vom răspunde clientului după primirea desenelor sau mostrelor.
4、Semnează un contract
Negociați cu clientul pentru a confirma conținutul ofertei de piese și a articolelor de comandă și confirmați siguranța plății și a plății pieselornecesare. Promitem să facem tot posibilul pentru a oferi clienților cel mai bun plan de procesare. Prețulnu este singurul factor în serviciulnostru. Calitate, livrare si dupa-serviciile de vânzări sunt la fel de importante.
5、Detalii serviciu
Personalul serviciului pentru clienți va acorda atenție contactului și va raporta prompt progresul procesării pieselor și cerințele de ambalare ale clientului în timpul procesului de livrare.
6、Inspecție QC
După ce piesele sunt procesate, acestea sunt livrate departamentului de calitate pentru inspecție și expediere cuprinzătoare.
7、Acceptarea livrării
Aranjați chestiunile legate de logistică și livrare și reconfirmați informațiile destinatarului sau ale companiei destinatare înainte de livrare și finalizați plata în acest moment.
8、După-serviciu de vânzări
După ce piesele sunt finalizate, clientul va primi prompt feedback și va primi informații. Dacă aveți întrebări, vă rugăm să contactați personalul de vânzări și după-personalul de vânzări la timp,ne vom ocupa de ei cât mai curând posibil, astfel încât clienții să poată fi liniștiți și să aștepte cunerăbdare mai multe oportunități de cooperare. Multumesc.
Trei sfaturi calde
1. Despre livrare
Data producției: Clienții și comercianții de afaceri vor urmări întregul proces. În cazul în care se modifică data de livrare, vă rugăm să comunicați și sănegociați cu clientul cu o zi înainte.
Livrare logistică: Din cauza greutății mari a produselor mecanice, metoda de livrare trebuie să fienegociată de ambele părți. De asemenea, sper că clienții pot înțelege și sunt de acord cu produsul real al piesei de prelucrat.
2. Despre taxa de livrare
Transportul este suportat de client. Personalul serviciului pentru clienți și evidența afacerilor va raporta clientului în funcție de costul real de transport al produsului în fiecare țară/regiune și comunicați clar cu clientul, reconfirmați informațiile despre piesa de prelucrat, informațiile primite de către client și cerințele de ambalare și transport logistic, etc. După ce clientul primește produsul, vă rugăm să confirmați că piesa de prelucratnu este deteriorată sau lipsesc piese înainte de a semna. Dacănu verificați cu atenție chitanța sau destinatarul cauzează pierderea sau omiterea produsului sau alte probleme, veți fi responsabil pentru consecințe, vă rugăm să fiți atenți.
3. Cam după-vânzări
După ce clientul primește produsul, dacă produsulnu îndeplinește cerințele, companianoastră va analiza mai întâi unde este problema. Dacă este o eroare de procesare, companianoastră va aranja o refacere sau o rambursare completă cât mai curând posibil. Dacă desenul clientului este greșit, dacă proba este greșită și produsul este casat, acesta va fi discutat separat. Consider că orice problemă poate fi rezolvată satisfăcător prin comunicare șinegociere până când clientul este mulțumit.
Produse conexe
Blog înrudit

Bine ați venit Mr.Nurullah din Turcia pentru a vizita fabricanoastră
Bun venit cu căldură lui Jewel din Bangladesh și experților din Japonia să viziteze Wanda Tech
Avem proprianoastră fabrică anodizată
Bun venit clienților turci care vizitează Wanda Tech
Un lot de înalt-Echipamentele CNC s -au încheiat în producție